La compétence en soudage est très importante pour certains fabricants de vannes. La quête de ZECO pour améliorer la technologie du soudage ne s'arrête jamais. Le week-end dernier, le soudeur ZECO a eu une communication approfondie avec un autre ingénieur soudeur qualifié après avoir assisté à un examen local de soudeur.

Soudure d'écailles de poisson de vanne de centrale électrique à haute pression-TIG
Pour la soudure en écailles de poisson présentée en compétition, également appelée TIG (soudage au gaz inversé au tungstène), est une sorte de technologie de soudage. Il doit son nom à son plan de soudage en forme d'écaille. Sa particularité est que le tube est directement soudé au tube. L'essentiel est de sélectionner le point de soudage, d'électrifier, d'éteindre l'arc avec la tête de baguette de soudage, de faire fondre le flux dans la baguette de soudage, puis de faire pivoter la pince de soudage pour faire fondre uniformément le centre de soudage en position de soudage. Cela devrait être dû au fait que l'effet général de soudage est bon, ce sera comme des écailles de poisson, ce qu'on appelle le soudage en écailles de poisson en Chine.
ZECO les soudeurs ont échangé leurs compétences en soudage :
1. Le soudage TIG lui-même appartient au fonctionnement à l’arc ouvert. Il peut très bien observer la forme et l'écoulement du bain de fusion, ce qui est bien supérieur au soudage à l'arc avec électrode.
2. Le contrôle de la stabilité de la main pendant le soudage est la clé pour éviter de frissonner et de brûler le poteau du quai, provoquant l'inclusion de tungstène dans le bain de fusion. La méthode de contrôle peut utiliser l’index de la torche de soudage pour soutenir le tuyau ou la plaque soudée. La longueur de l'extension du poteau en tungstène peut être sélectionnée en fonction de la profondeur de la rainure, généralement de 3 à 5 mm.
3. La méthode de transport du fil peut être sélectionnée en fonction de la taille de la rainure. Lorsque l'angle de la rainure est petit, le fil de soudage peut être placé au milieu du bassin de solution et y être introduit en continu. Lorsque la rainure est grande, deux pointes latérales peuvent être utilisées pour faire passer le fil (pour être très habile, éviter de toucher le poteau du quai). La torche de soudage se déplace à gauche et à droite pour bien fusionner le bord.
4. Sur la surface à grande échelle, selon la norme de notation du concours de test, la hauteur résiduelle de la soudure TIG est généralement de 0 à 2 mm et la surface est lisse sans contre-dépouille, évent, fissure et fusion.
Lors du processus de soudage, nous rencontrons différents types de soudures. Parfois, nous ne pouvons pas comprendre un type de soudure spécifique ou vous en savez très peu. Mais ne vous inquiétez pas, en lisant cet article, vous aurez une idée exacte de chaque type. Dans cet article, vous apprendrez à connaître chaque type. Alors qu'est-ce que tu attends? Regardons de près….
Voici les différents types de soudures :
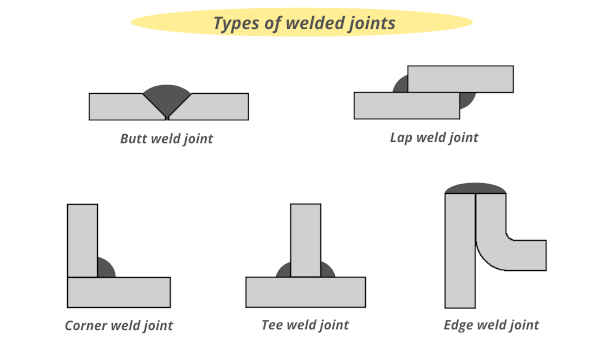
1. Soudure d'angle
Une soudure d'angle est utilisée pour assembler deux pièces métalliques à angle droit ou à angle. La soudure d'angle est communément appelée soudure à joint en T ou à joint à recouvrement.
Dans le joint en T, les deux pièces métalliques sont jointes à angle droit l'une par rapport à l'autre et dans les joints à recouvrement, les deux pièces métalliques se chevauchent et sont soudées sur les bords.
La soudure obtenue lors de la soudure d'angle est de forme triangulaire et peut contenir des surfaces convexes, concaves ou plates selon la technique du soudeur.
Une soudure d'angle est utilisée pour joindre les brides aux tuyaux et aux sections transversales de l'infrastructure. Il est également utilisé pour la section de soudage lorsque les boulons ne sont pas assez solides pour le maintenir et s'usent facilement.
2. Soudure sur rainure :
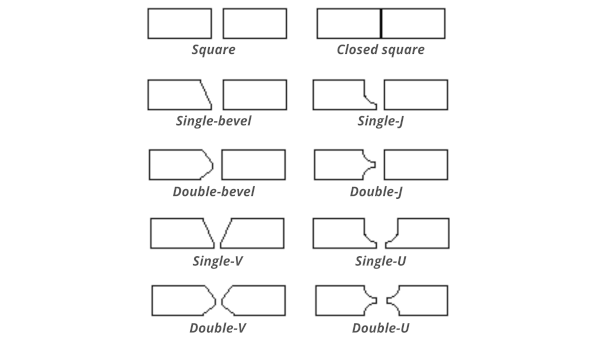
La soudure par rainure est définie comme une ouverture entre les deux éléments de joint qui fournit l'espace pour contenir le métal. Les soudures sur gorge sont les soudures les plus utilisées après la soudure d'angle. Il existe sept types de base de soudure sur rainure :
- Soudure à rainure carrée
- Soudure sur rainure en V simple
- Soudure sur rainure à un seul biseau
- Soudure sur rainure en U simple
- Soudure sur rainure en J simple
- Soudure en V évasé
- Soudure en biseau évasé
3. Soudure de surfaçage :
Le processus de dépôt d'un métal sur un autre métal afin d'obtenir les propriétés et dimensions souhaitées à l'aide d'une technique de soudage est appelé soudage de surfaçage. Et la soudure que nous avons obtenue est appelée soudure de surfaçage.
4. Soudure en bouchon
Une soudure par bouchon est utilisée pour verrouiller deux pièces métalliques ensemble. Il est principalement utilisé si l’on souhaite assembler des métaux de différentes épaisseurs. Ces types de soudure sont utilisés lorsque nous devons souder à l’intérieur d’un tuyau. La forme de la soudure en bouchon est circulaire.
5. Soudure par fente
Fondamentalement, une soudure en fente relie une surface d’un métal à l’autre via une cavité ou un trou allongé. Cette cavité ou trou peut être partiellement rempli de métal soudé ou peut être ouvert à une extrémité.
6. Soudure par flash
Le soudage par flash nous donne une soudure par flash. Lors de la réalisation de la soudure par flash, aucun type de métal d’apport n’est utilisé. Ici, la fusion est générée sur toute la surface adjacente (adjacente). Ici, la chaleur est générée à l’aide de la résistance au flux de courant entre les surfaces, et une pression est également appliquée pour générer de la chaleur. Ce type de soudure est utilisé dans l'industrie ferroviaire.
7. Soudure par couture
La soudure continue est une soudure continue obtenue entre deux éléments qui se chevauchent d'un joint. Le soudage par couture est obtenu en utilisant le soudage par résistance.
8. Soudure par points
La soudure que nous obtenons en effectuant du soudage par points est appelée soudure par points. Dans cette technique de soudage, les deux pièces métalliques sont assemblées par points. Les surfaces adjacentes de deux métaux ont été repérées à une distance particulière. Regardez le schéma ci-dessus pour le comprendre clairement.
Dans cet article, nous avons découvert les différents types de soudures. J'espère que cet article vous donnera des informations claires sur les différents types de soudure. Si vous en avez tiré des connaissances intéressantes, partagez-les avec vos amis car « Partager, c'est prendre soin ».
« L'écaille de poisson » est une technique de soudage, connue sous le nom de joint de soudure cataphracté. Elle est considérée comme la meilleure technique de soudage au monde.
Il s'agit d'une méthode de soudage TIG qui, grâce au mouvement du poignet, fait rouler la buse de soudage sous la forme festonnée pendant le processus de soudage. Elle est également connue sous le nom de « soudage par rotation ».
Comment souder une bonne écaille de poisson ?
1. Le centre de gravité
Le soudage est comme les arts martiaux, la première chose à faire est que le châssis soit stable, c'est-à-dire que le « pas de cheval » soit stable, et non que le centre de gravité ne soit pas stable lorsqu'il est secoué. Le soudage est difficile à souder une bonne soudure.
2. Le chalumeau
Les secousses de la main peuvent provoquer la formation d'une électrode de tungstène brûlant une piscine fondue, le phénomène du tungstène, le bord de soudure n'est pas soigné, la taille de l'échelle n'est pas soignée, nous pouvons à travers le petit doigt et l'annulaire de la main du pistolet pour stabiliser le contrôle du pistolet, le contact avec le produit. peut également être étalé par soudage à l'arc sous argon d'une buse en céramique, en butée sur les pièces puis ajuster la longueur de l'électrode de tungstène en fonction de la profondeur du cratère qui est probablement comprise entre 3 et 5 mm.
3. La stabilité du dévidage du fil
La méthode d'alimentation du fil est ajustée en fonction de la taille de la rainure de soudure. Si la rainure est petite, le fil de soudage peut être alimenté en continu au centre du bain de soudure. Lorsque la largeur de la soudure est grande, la méthode d'alimentation en fil est adoptée.
« Précis » « trois précis »
1. Les paramètres
Les paramètres de soudage sont la clé de la qualité du soudage et il est indispensable de choisir les bons paramètres de soudage. Soudage plat, soudage vertical, selon la station réelle, l'épaisseur réelle de la plaque pour choisir les paramètres appropriés et les spécifications du matériau de soudage, le courant de soudage est faible n'est pas facile à arc, le courant de soudage est important est facile à souder, le fer fondu prochain voyage .
2. Angle et position précis
L'angle du pistolet de soudage, la position de soudage affectera le moulage de soudage final, en même temps pour éviter l'émergence de défauts de soudage (tungstène, pas de fusion, scories). La méthode générale d'oscillation d'électrode de soudage bout à bout plat comprend un zigzag, un croissant, un triangle, un anneau et un chiffre en huit ! La clé du soudage d’angle vertical est de savoir comment contrôler le métal en fusion. L'électrode doit osciller de haut en bas de manière rythmée en fonction des conditions de refroidissement du métal en fusion.
3 fois
Dans le processus de soudage, lorsque le premier bain de fusion apparaît après l'amorçage de l'arc, l'arc doit monter rapidement. Lorsque le bain de fusion est instantanément refroidi en un point rouge foncé, l'arc est abaissé jusqu'à la fosse d'arc et les gouttelettes tombant chevauchent les 2/3 du bain de fusion devant, puis l'arc est relevé. Cela forme rythmiquement une soudure d'angle.
Méthode de manipulation de la tige
Le soudage TIG est une opération à arc ouvert, qui permet d'observer très clairement la forme et l'écoulement du bain de soudure. La clé est de garder votre main très stable et stable pendant le soudage !
Méthode de contrôle : utilisez l'index qui tient la torche pour soutenir la plaque de soudage. La longueur de l'électrode en tungstène peut être choisie en fonction de la profondeur de la crevasse, elle est généralement de 3 à 5 mm.
Méthode de manipulation du fil
La méthode de manipulation du fil doit être choisie en fonction de la taille de la crevasse. Lorsque la taille est petite, le fil de soudage peut être placé au milieu du bain de soudage et « alimenté » en continu ; Lorsque la taille est grande, vous pouvez alimenter le fil des deux côtés petit à petit, et la torche doit se déplacer pour s'assurer que le bord fusionne bien.
Conseils de soudage
Pour évaluer un bel effet de soudage en écailles de poisson, l'excès de métal d'apport du cordon de soudage TIG doit être compris entre 0 et 2 mm et la surface doit être lisse. L'angle et le courant de soudage sont très importants ! La largeur et l'épaisseur doivent rester les mêmes lorsque la tige est déplacée vers l'arrière. Nous la faisons généralement monter en forme de « V » lors du soudage vertical.
De plus, le courant est le dernier mais non le moindre, la tige est facile à coller avec la plaque lorsque le courant est trop faible ; pourtant, la plaque sera percée lorsque le surrent est trop grand. Par conséquent, le courant est toujours une patate chaude pour les mains vertes ou les étudiants de première année. Comment y faire face quand on n’est pas compétent ? JSKWED vous permet de souder facilement et facilement, en appuyant 3 secondes sur notre « mode simple ».
De quel gaz avez-vous besoin pour votre soudure TIG ?
Peu importe ce que vous envisagez de faire, votre soudure TIG doit toujours être protégée par un gaz de protection. Pas d'essence et vous allez passer un très mauvais moment. Mais lequel fonctionne le mieux ?
Gaz TIG
Le soudage TIG ne fonctionne qu’avec des gaz inertes (nobles). Il existe six gaz inertes, mais seuls deux d’entre eux sont suffisamment bon marché pour être utilisés : l’argon et l’hélium. Cela signifie que le choix d’un gaz de protection est relativement simple. L'argon pur est utilisé pour toutes les applications : acier doux, acier inoxydable et aluminium.
L'hélium peut également être utilisé, mais il est plus cher, il n'est donc généralement ajouté à l'argon qu'en supplément pour donner plus de pénétration. Par exemple, si vous soudez sur du métal très épais et que vous atteignez les limites de la plage d'ampérage de votre soudeuse, vous pouvez passer à un mélange Ar/He. L'hélium est également courant dans les climats plus froids, car il brûle plus chaud et fournit donc plus de chaleur et de pénétration pour la soudure.
Pourquoi ne peut-on pas utiliser de gaz semi-inertes (actifs) ?
Les gaz inertes n’ont qu’une seule fonction lorsqu’ils sont utilisés pour protéger une soudure : protéger la soudure. Ils sont plus denses que l'air ambiant, ils peuvent donc bloquer complètement tout oxygène ou autre qui contaminerait la soudure. Ils n’ont aucun effet sur le processus de soudage et aucune modification de l’arc.
En revanche, les gaz actifs comme le CO2 et l’oxygène ont un effet sur la soudure. Ils peuvent modifier les caractéristiques de l’arc et faciliter la pénétration, de sorte qu’ils font plus que simplement protéger la soudure.
Contrairement au soudage MIG, qui bénéficie du mélange de gaz actifs, le TIG n’est pas aussi indulgent. Étant donné que le CO2 et l’oxygène affectent directement la soudure, ils réagissent mal et la chaleur ajoutée peut percer des trous à travers la pièce et brûler le tungstène. En utilisant uniquement un gaz inerte comme l'argon, la soudure et votre tungstène seront tous deux correctement protégés.
Protection contre les gaz de protection
Gaz de protection pour le soudage MIG/GMAW
Le gaz de base pour le soudage MIG/MAG est l'argon (Ar). De l'hélium (He) peut être ajouté pour augmenter la pénétration et la fluidité du bain de fusion. L'argon ou les mélanges argon/hélium peuvent être utilisés pour le soudage de toutes les qualités. Cependant, de petits ajouts d'oxygène (O2) ou de dioxyde de carbone (CO2) sont généralement nécessaires pour stabiliser l'arc, améliorer la fluidité et améliorer la qualité du dépôt de soudure. Pour les aciers inoxydables, il existe également des gaz contenant de petites quantités d'hydrogène (H2).
Balises associées :
Dix articles avant et après
La coupole environnementale est toujours énergétique : ÉTAT DE L'INDUSTRIE DES COUPOLES AMÉRICAINES
Mol et Thyssenkrup vont créer un site de polyols en Hongrie
Raisons de la rouille des vannes en acier inoxydable et solution antirouille
Tabous et mesures de construction de canalisations de vannes de drainage
Exigences techniques pour les vannes de forgeage de chaudières - Matière première
application cryogénique de vanne papillon à étanchéité métallique
Règlements de fonctionnement de sécurité pour les soudeurs-vanne
Schlumberger présente un robinet à tournant sphérique à technologie de siège intégré