1. Características estruturais e requisitos técnicos de válvula de esfera corpo
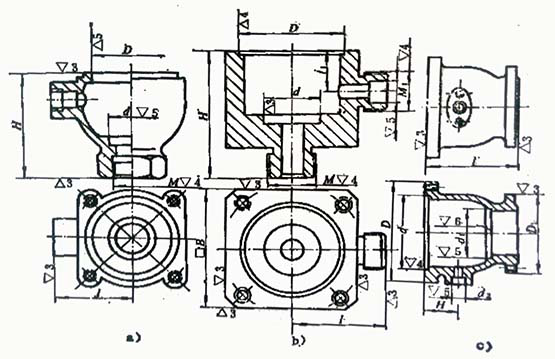
A maioria das válvulas esfera de baixa pressão e válvulas esfera de média pressão são válvulas esfera montadas lateralmente, que são compostas por corpos de válvula esquerdo e direito. A estrutura do corpo da válvula esquerda é simples e a do corpo da válvula direita é complexa, conforme mostrado na figura abaixo.
Na cavidade interna da válvula esfera, há um orifício de sede embutido de alta precisão e um orifício de gaxeta para instalação da haste da válvula na lateral. O corpo da válvula direita da válvula de esfera de tamanho pequeno é conectado ao corpo da válvula esquerda ou à tubulação por rosca, e o corpo da válvula direita da válvula de esfera de tamanho grande e médio é conectado por um parafuso de flange.
A precisão do orifício da sede da válvula, do batente e do orifício da gaxeta é geralmente de grau 6 e o acabamento não é inferior a ▽ 5. A precisão de outras superfícies usinadas é de grau 8 e o acabamento é de ▽ 3. Há um requisito de coaxialidade entre o batente e o orifício da sede da válvula. A perpendicularidade da linha central do furo do parafuso no flange até a face final não deve ser superior a 1°.
De acordo com a utilização da válvula esfera, o corpo da válvula pode ser feito de ferro fundido cinzento, aço carbono, aço inoxidável ou materiais não metálicos. Geralmente são usados blanks de fundição. Apenas alguns corpos de válvula de aço de pequeno porte adotam peças forjadas.
2. Processo de usinagem do corpo da válvula direita da válvula esférica
A principal superfície de usinagem do corpo da válvula direita é a superfície rotativa, portanto pode ser fabricada em tornos. Os corpos de válvulas abaixo de DN150 são produzidos em grandes quantidades e cada processo principal é equipado com equipamentos de processo. A capacidade de produção de corpos de válvulas grandes é muito pequena, o que pode ser processado por marcação. A tabela a seguir mostra o processo típico do corpo da válvula tipo III na produção de lotes médios e pequenos.
Processo típico do corpo da válvula direita da válvula de esfera tipo A
| Número de série | Processar conteúdo | Dados de localização |
| 1 | Extremidade hexagonal, furo interno e rosca interna | Superfície externa do flange |
| 2 | Extremidade do flange, encaixe e orifício da sede da válvula | Extremidade hexagonal e rosca interna |
| 3 | Extremidade lateral, furo interno e rosca interna | Extremidade do flange e encaixe |
| 4 | Perfuração de furo de flange e furo de rosca |
Processo típico do corpo da válvula direita da válvula de esfera B
| Número de série | Processar conteúdo | Dados de localização |
| 1 | Duas extremidades, extremidades laterais e extremidade traseira | |
| 2 | Torneamento de extremidade pequena, furação, cilíndrico, curso ocioso, chanframento, rosca externa | back-end e a outra extremidade lateral |
| 3 | Face final grande, furação, furo interno e furo da sede da válvula | Rosca externa e extremidade quadrada |
| 4 | Extremidade lateral, cilíndrica, curso livre, chanfro e rosca externa, furação e encaixe | Extremidade grande e um lado |
| 5 | Perfuração, rosqueamento |
Processo típico do corpo da válvula direita da válvula esfera C
| Número de série | Processar conteúdo | Dados de localização |
| 1 | Extremidade do flange final pequeno, cilíndrico, traseiro e chanfrado | Cilíndrico de flange final grande |
| 2 | Flange final, furo interno, encaixe e furo da sede | Extremidade de flange pequena e cilíndrica |
| 3 | Extremidade do flange da lateral, perfuração, furo de gaxeta | Extremidade de flange grande e encaixe |
| 4 | Desenhe a linha central do flange | |
| 5 | Perfuração de pequenos furos para parafusos de flange | |
| 6 | Perfuração de grandes furos de flange e furos roscados |
Na produção em massa, o corpo da válvula direito também pode ser processado por linha automática.










