Навыки сварки очень важны для некоторых производителей клапанов. Стремление ZECO к совершенствованию сварочных технологий никогда не прекращается. В минувшие выходные сварщик ZECO провел глубокое общение с другим опытным инженером-сварщиком после местного экзамена на сварщика.

Клапан электростанции высокого давления, сварка рыбьей чешуей, TIG
Сварка из чешуи рыбы, показанная на конкурсе, также называемая TIG (сварка вольфрамовой инвертированной газовой сваркой), является разновидностью сварочной технологии. Он назван в честь чешуйчатой сварочной плоскости. Его особенность в том, что труба приваривается непосредственно к трубе. Главное – выбрать точку сварки, электрифицировать, выбить дугу головкой сварочного стержня, расплавить флюс в сварочном стержне, а затем повернуть сварочный зажим, чтобы сварочный центр расплавился равномерно в положении сварки. Должно быть, потому что общий эффект сварки хороший, он будет похож на рыбью чешую, так называемую сварку рыбьей чешуи в Китае.
ZECO сварщики обменялись друг с другом навыками сварки:
1. Сварка TIG сама по себе относится к операции открытой дугой. Он может очень хорошо наблюдать форму и течение расплавленной ванны, что намного превосходит электродуговую сварку.
2. Контроль устойчивости рук во время сварки является ключом к предотвращению дрожи и ожогов стыковочной стойки, вызывающих включения вольфрама в ванну расплава. Метод управления может использовать указательный палец сварочной горелки для поддержки свариваемой трубы или пластины. Длина удлинителя вольфрамового полюса может быть выбрана в зависимости от глубины канавки, обычно 3 ~ 5 мм.
3. Способ транспортировки проволоки можно выбрать в зависимости от размера канавки. Когда угол разделки невелик, сварочную проволоку можно разместить в середине ванны раствора и непрерывно подавать в нее. Если канавка большая, для подачи проволоки можно использовать две боковые точки (при достаточном опыте не прикасайтесь к опоре док-станции). Сварочная горелка перемещается влево и вправо, чтобы обеспечить хорошее закрепление кромки.
4. На поверхности в натуральную величину, в соответствии со стандартом оценки конкурса, остаточная высота сварного шва TIG обычно составляет 0-2 мм, а поверхность гладкая, без подрезов, дыр, трещин и сплавлений.
В процессе сварки мы сталкиваемся с различными типами сварных швов. Иногда мы не можем понять конкретный тип сварного шва или вы знаете о нем очень мало. Но не волнуйтесь, прочитав эту статью, вы получите точное представление о каждом типе. В этой статье вы познакомитесь с каждым типом. И так, чего же ты ждешь? Давайте внимательно посмотрим….
Ниже приведены различные типы сварных швов:
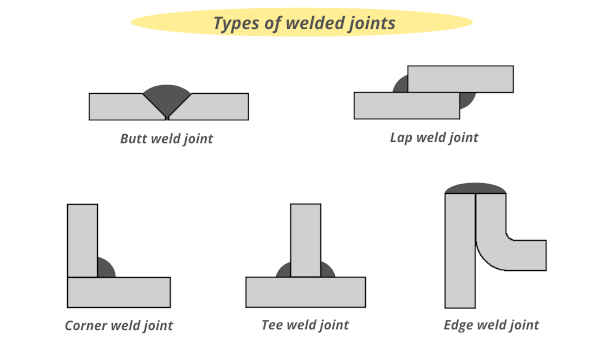
1. Угловой сварной шов
Угловой сварной шов используется для соединения двух металлических деталей под прямым углом или под углом. Угловой сварной шов широко известен как тройник или сварной шов внахлест.
В Т-образном соединении две металлические детали соединяются под прямым углом друг к другу, а в нахлесточном соединении две металлические детали накладываются друг на друга и свариваются по краям.
Угловой сварной шов имеет треугольную форму и может содержать выпуклые, вогнутые или плоские поверхности в зависимости от техники сварщика.
Угловой сварной шов используется для соединения фланцев с трубами и поперечными сечениями инфраструктуры. Он также используется для сварки поперечного сечения, когда болты недостаточно прочны, чтобы удерживать его, и легко изнашиваются.
2. Сварка с канавкой:
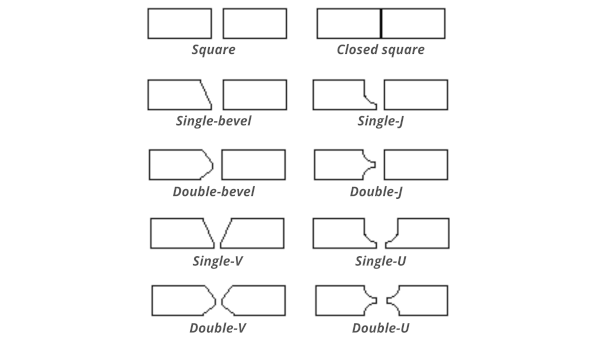
Сварной шов с канавкой определяется как отверстие между двумя элементами соединения, которое обеспечивает пространство для удержания металла. Канавочные швы являются наиболее часто используемыми сварными швами после угловых швов. Существует семь основных типов сварных швов с разделкой:
- Сварной шов с квадратной канавкой
- Сварной шов с одной V-образной канавкой
- Сварной шов с одинарной кромкой
- Сварной шов с одинарной U-образной канавкой
- Сварной шов с одной J-образной канавкой
- Сварной шов с развальцовкой V
- Сварной шов с развальцовкой
3. Наплавочный шов:
Процесс наплавки одного металла на другой металл с целью получения желаемых свойств и размеров с помощью сварочной техники называется наплавочной сваркой. А сварной шов, который мы получили, называется наплавочным швом.
4. Пробковая сварка
Пробковая сварка используется для соединения двух металлических деталей. Чаще всего он используется, если мы хотим соединить металл разной толщины. Эти типы сварных швов используются, когда нам нужно сваривать внутреннюю часть трубы. Форма пробочного шва круглая.
5. Пазовая сварка
По сути, щелевой сварной шов соединяет одну поверхность металла с другой через удлиненную полость или отверстие. Эта полость или отверстие может быть частично заполнено сварочным металлом или может быть открытым с одного конца.
6. Оплавляющая сварка
Сварка оплавлением дает нам оплавление. При выполнении оплавления не используются никакие присадочные металлы. Здесь сплавление происходит по всей примыкающей (примыкающей) поверхности. Здесь тепло генерируется с помощью сопротивления току между поверхностями, а также для генерации тепла применяется давление. Этот тип сварного шва используется в железнодорожной отрасли.
7. Шовный сварной шов
Шовный сварной шов — это непрерывный сварной шов, который получается между двумя перекрывающимися элементами соединения. Шовная сварка получается с помощью контактной шовной сварки.
8. Точечная сварка
Сварной шов, который мы получаем при точечной сварке, называется точечной сваркой. В этом методе сварки две металлические детали соединяются в виде точек. Соседние поверхности двух металлов расположены на определенном расстоянии. Посмотрите на диаграмму выше, чтобы понять это.
В этой статье мы узнали о различных типах сварных швов. Надеюсь, эта статья даст вам четкую информацию о различных типах сварных швов. Если вы получили от этого ценные знания, поделитесь ими с друзьями, потому что «делиться — значит заботиться».
«Рыбья чешуя» — это метод сварки, известный как катафракционное сварное соединение. Этот метод сварки считается лучшим в мире.
Это метод сварки TIG, при котором во время процесса сварки за счет поворота запястья сварочное сопло вращается в виде зубчатой формы. Этот метод также известен как «сварка поворотом».
Как сварить хорошую рыбью чешую?
1. Центр тяжести
Сварка подобна боевым искусствам: первое, что нужно сделать, это сделать шасси устойчивым, то есть «шагом лошади», чтобы быть устойчивым, а не центр тяжести нестабилен, при тряске сварки трудно сварить хороший сварной шов.
2. Сварочная горелка
Дрожание рук может привести к образованию расплавленной ванны вольфрамового электрода, явление вольфрама, кромка сварного шва неаккуратна, размер шкалы неаккуратен, мы можем через мизинец и безымянный палец руки пистолета для стабилизации управления пистолетом, контакт с продуктом Также можно разложить аргонодуговой сваркой керамическое сопло, примыкая к деталям, а затем отрегулировать длину вольфрамового электрода в зависимости от глубины кратера, вероятно, от 3 до 5 мм.
3. Стабильность подачи проволоки.
Способ подачи проволоки регулируется в зависимости от размера сварочной канавки. Если канавка небольшая, сварочную проволоку можно подавать непрерывно в центре сварочной ванны. При большой ширине сварного шва применяется способ подачи проволоки.
«Точный» «три точных»
1. Параметры
Параметры сварки являются залогом качества сварки, поэтому очень важно правильно подобрать параметры сварки. Плоская сварка, вертикальная сварка, в зависимости от фактической станции, фактической толщины листа, чтобы выбрать соответствующие параметры и характеристики сварочного материала, сварочный ток небольшой, нелегко создать дугу, сварочный ток большой, легко сваривать, расплавленный чугун в следующую поездку .
2. Точный угол и положение.
Угол сварочного пистолета, положение сварки повлияют на окончательную сварку, в то же время, чтобы избежать появления дефектов сварки (вольфрам, непровар, шлак). Общий метод качания плоского стыкового электрода имеет зигзаг, полумесяц, треугольник, кольцо и восьмерку! Ключом к вертикальной угловой сварке является контроль расплавленного металла в ванне. Электрод должен ритмично качаться вверх и вниз в зависимости от состояния охлаждения расплавленного металла ванны.
3. время
В процессе сварки при появлении первой ванны расплава после зажигания дуги дугу следует быстро поднимать. При мгновенном охлаждении ванны расплава до темно-красной точки дуга опускается в яму дуги, при этом падающая капля перекрывается с расплавленной ванной впереди на 2/3, а затем дуга поднимается. Это ритмично образует угловой сварной шов.
Способ обращения со стержнем
Сварка TIG — это операция открытой дугой, при которой можно очень четко наблюдать форму и течение сварочной ванны. Главное — держать руку очень устойчивой и устойчивой во время сварки!
Метод управления: используйте указательный палец, удерживающий горелку, для поддержки сварочной пластины. Длину вольфрамового электрода можно выбрать в зависимости от глубины трещины, обычно она составляет 3–5 мм.
Способ обращения с проволокой
Способ обращения с проволокой следует выбирать в зависимости от размера трещины. Когда размер небольшой, сварочная проволока может располагаться в середине сварочной ванны и непрерывно «подаваться»; Если размер большой, можно постепенно подавать проволоку с двух сторон, а горелка должна перемещаться, чтобы убедиться, что края хорошо плавятся.
Советы по сварке
Чтобы оценить красивый эффект сварки «рыбий чешуей», избыток металла сварного шва TIG должен составлять 0–2 мм, а поверхность должна быть гладкой. Угол и сварочный ток очень важны! Ширина и толщина должны оставаться неизменными при перемещении стержня назад, обычно мы перемещаем его вверх в форме буквы «V» при вертикальной сварке.
Плюс ток является последним, но не менее важным фактором: стержень легко прилипает к пластине, когда ток слишком мал; тем не менее, пластина будет пробита, когда ток слишком велик. Следовательно, ток всегда является горячей картошкой для новичков и первокурсников. Как с этим бороться, когда мы неквалифицированны? JSKWED позволит вам сваривать легко и просто, нажав 3 секунды в нашем «простом режиме».
Какой газ вам нужен для сварки TIG?
Независимо от того, что вы планируете делать, сварка TIG всегда должна быть защищена защитным газом. Нет бензина, и вам придется очень плохо. Но какой из них работает лучше всего?
ТИГ газы
Сварка TIG работает только с инертными (благородными) газами. Существует шесть инертных газов, но только два из них достаточно дешевы, чтобы их можно было использовать: аргон и гелий. Это означает, что выбрать защитный газ относительно просто. Чистый аргон используется для любого применения: мягкой стали, нержавеющей стали и алюминия.
Также можно использовать гелий, но он дороже, поэтому его обычно добавляют к аргону только в качестве добавки для большей проникающей способности. Например, если вы свариваете очень толстый металл и достигаете пределов диапазона силы тока вашего сварщика, вы можете перейти на смесь Ar/He. Гелий также распространен в более холодном климате, поскольку он горит сильнее, поэтому обеспечивает больше тепла и провара сварного шва.
Почему нельзя использовать полуинертные (активные) газы?
Инертные газы при использовании для защиты сварного шва выполняют только одну функцию: защиту сварного шва. Они плотнее окружающего воздуха, поэтому могут полностью блокировать доступ кислорода или других веществ, которые могут загрязнить сварной шов. Они не оказывают никакого влияния на процесс сварки, и никаких изменений в дуге не происходит.
С другой стороны, активные газы, такие как CO2 и кислород, оказывают влияние на сварной шов. Они могут изменять характеристики дуги, а также способствовать провару, поэтому они делают больше, чем просто защищают сварной шов.
В отличие от сварки MIG, преимущества которой достигается за счет примеси активных газов, сварка TIG не столь щадящая. Поскольку CO2 и кислород напрямую влияют на сварной шов, они плохо реагируют, а добавленное тепло может привести к образованию дыр в заготовке, а также к сжиганию вольфрама. Используя только инертный газ, такой как аргон, сварной шов и вольфрам будут должным образом защищены.
Защита защитным газом
Защитные газы для сварки MIG/GMAW
Основным газом для сварки MIG/MAG является аргон (Ar). Гелий (He) может быть добавлен для увеличения провара и текучести сварочной ванны. Для сварки всех марок можно использовать аргон или смеси аргона и гелия. Однако небольшие добавки кислорода (O2) или углекислого газа (CO2) обычно необходимы для стабилизации дуги, улучшения текучести и качества сварочного покрытия. Для нержавеющих сталей также доступны газы, содержащие небольшое количество водорода (H2).
Похожие теги :
Десять статей до и после
Экологический купол все еще полон энергии: СОСТОЯНИЕ КУПОЛНОЙ ПРОМЫШЛЕННОСТИ США
Mol и Thyssenkrup откроют полиоловый завод в Венгрии
Причины ржавчины клапанов из нержавеющей стали и способы борьбы с ржавчиной
Табу и меры строительства дренажных трубопроводов
Технические требования к ковочной арматуре для котлов - сырье
криогенное применение дроссельной заслонки с металлическим уплотнением
Правила техники безопасности для сварщиков-клапанов