Bazı vana imalatında Kaynak Becerisi çok önemlidir. ZECO'nun kaynak teknolojisini geliştirme arayışı asla durmaz. Geçen hafta sonu, ZECO kaynakçısı yerel bir kaynakçı sınavına katıldıktan sonra diğer vasıflı kaynakçı mühendisleriyle derin bir iletişim kurdu.

Yüksek basınçlı Enerji Santrali vanası balık pulu kaynağı-TIG
Yarışmada gösterilen balık pulu kaynağı için TIG (Tungsten invert gaz kaynağı) olarak da adlandırılan bir tür kaynak teknolojisidir. Adını ölçeğe benzeyen kaynak düzleminden almaktadır. Özelliği borunun doğrudan boruya kaynaklanmasıdır. Ana şey, kaynak noktasını seçmek, elektrik vermek, kaynak çubuğu kafasıyla arkı çıkarmak, kaynak çubuğundaki akıyı eritmek ve ardından kaynak merkezinin kaynak konumunda eşit şekilde erimesini sağlamak için kaynak kelepçesini sallamaktır. Genel kaynak etkisi iyi olduğundan, Çin'de balık pulu kaynağı olarak adlandırılan balık pulu gibi olacaktır.
ZECO kaynakçılar birbirleriyle kaynak becerilerini paylaştılar:
1. TIG kaynağının kendisi açık ark çalışmasına aittir. Erimiş havuzun şeklini ve akışını çok iyi gözlemleyebilir, bu da elektrot ark kaynağına göre çok daha üstündür.
2. Kaynak sırasında el stabilitesinin kontrol edilmesi, iskele direğinin titreyerek yanmasını ve erimiş havuza tungstenin karışmasına neden olmasını önlemenin anahtarıdır. Kontrol yöntemi, kaynaklı boruyu veya plakayı desteklemek için kaynak torçunun işaret parmağını kullanabilir. Tungsten kutup uzatma uzunluğu, genellikle 3 ~ 5MM olmak üzere oluk derinliğine göre seçilebilir.
3. Tel taşıma yöntemi oluğun boyutuna göre seçilebilir. Oluk açısı küçük olduğunda kaynak teli çözelti havuzunun ortasına yerleştirilebilir ve sürekli olarak içine beslenebilir. Oluk büyük olduğunda, teli beslemek için iki yan nokta kullanılabilir (oldukça becerikli olmak için, iskele direğine dokunmaktan kaçının). Kaynak torçu, kenarın iyi bir şekilde kaynaşmasını sağlamak için sola ve sağa hareket eder.
4. Tam ölçekli yüzeyde, test yarışmasının puanlama standardına göre, TIG kaynağının artık yüksekliği genellikle 0-2MM'dir ve yüzey alttan kesme, hava deliği, çatlak ve erime olmadan pürüzsüzdür.
Kaynak işlemini yaparken çeşitli kaynak çeşitleriyle karşılaşırız. Bazen belirli bir kaynak tipini anlayamayız veya onun hakkında çok az şey bilirsiniz. Ancak endişelenmeyin, bu makaleyi okuyarak her tür hakkında kesin bir fikir edineceksiniz. Bu yazıda her türü tanıyacaksınız. Peki ne bekliyorsun? Gelin yakından bakalım….
Aşağıda çeşitli kaynak türleri verilmiştir:
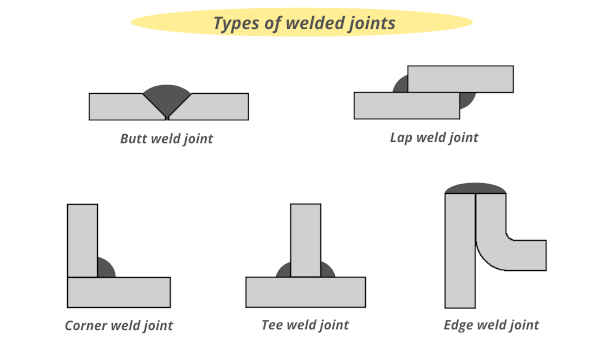
1. Köşe Kaynağı
İki metal parçayı dik veya açılı olarak birleştirmek için köşe kaynağı kullanılır. Fileto kaynağı genellikle T bağlantı veya bindirme bağlantı kaynağı olarak bilinir.
T-bağlantıda iki metal parça birbirine dik açıyla birleştirilir ve bindirme bağlantılarda iki metal parça üst üste bindirilerek kenarlardan kaynaklanır.
Köşe kaynağında elde edilen kaynak, kaynakçının tekniğine bağlı olarak dışbükey, içbükey veya düz yüzeyler içerebilen üçgen şeklindedir.
Flanşları borulara ve altyapının kesitine birleştirmek için köşe kaynağı kullanılır. Cıvataların onu tutacak kadar güçlü olmadığı ve kolayca aşındığı durumlarda kaynak kesiti için de kullanılır.
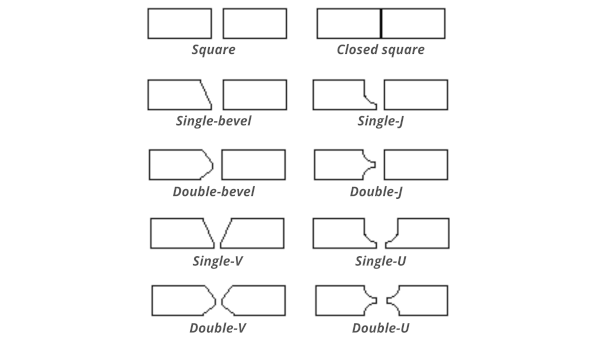
2. Oluk Kaynağı:
Oluk kaynağı, iki bağlantı elemanı arasında metali içerecek alanı sağlayan bir açıklık olarak tanımlanır. Oluk kaynakları köşe kaynağından sonra en çok kullanılan kaynaklardır. Yedi temel oluk kaynağı türü vardır:
- Kare oluk kaynağı
- Tek V kanallı kaynak
- Tek eğimli oluk kaynağı
- Tek U kanallı kaynak
- Tek J kanallı kaynak
- Flare-V kaynağı
- Konik-eğimli kaynak
3. Yüzey Kaplama Kaynağı:
Bir metalin başka bir metal üzerine kaynak tekniği yardımıyla istenilen özellik ve ebatlarda kaplanması işlemine yüzey kaplama kaynağı denir. Ve elde ettiğimiz kaynağa yüzey kaynağı denir.
4. Fiş Kaynağı
İki metal parçayı birbirine kilitlemek için bir tapa kaynağı kullanılır. Çoğunlukla farklı kalınlıktaki metalleri birleştirmek istediğimizde kullanılır. Bu kaynak türleri bir borunun içine kaynak yapmamız gerektiğinde kullanılır. Tapa kaynağının şekli daireseldir.
5. Yuva Kaynağı
Temel olarak, bir yarık kaynağı, bir metalin bir yüzeyini diğerine uzun bir boşluk veya delik yoluyla birleştirir. Bu boşluk veya delik kısmen kaynak metali ile doldurulmuş olabilir veya bir ucu açık olabilir.
6. Flaş Kaynak
Flaş kaynağı bize flaş kaynağı sağlar. Yakma kaynağı yapılırken herhangi bir türde dolgu metali kullanılmaz. Burada füzyon, bitişik (bitişik) yüzeyin tamamı üzerinde üretilir. Burada yüzeyler arasındaki akıma karşı direnç yardımıyla ısı üretilir, aynı zamanda ısı üretmek için basınç da uygulanır. Bu kaynak türü demiryolu endüstrisinde kullanılır.
7. Dikiş Kaynağı
Dikiş kaynağı, bir bağlantının üst üste binen iki elemanı arasında elde edilen sürekli bir kaynaktır. Direnç dikiş kaynağı kullanılarak dikiş kaynağı elde edilir.
8. Nokta Kaynağı
Punta kaynağı yaparak elde ettiğimiz kaynağa punta kaynağı denir. Bu kaynak tekniğinde iki metal parça nokta halinde birleştirilir. İki metalin bitişik yüzeyleri belirli bir mesafede lekelenmiştir. Açıkça anlamak için yukarıdaki şemaya bakın.
Bu yazıda farklı kaynak türlerini öğrendik. Bu makalenin size farklı kaynak türleri hakkında net bilgiler vereceğini umuyoruz. Eğer bundan değerli bir bilgi edindiyseniz bunu arkadaşlarınızla paylaşın çünkü “Paylaşmak Önem Vermektir”
'Balık pulu', katafraktlı kaynak bağlantısı olarak bilinen bir kaynak tekniğidir. Dünyanın en iyi kaynak tekniği olarak kabul edilmektedir.
Kaynak işlemi sırasında bileğin sallanmasıyla kaynak nozulunun fistolu şekilde yuvarlanmasını sağlayan bir TIG kaynak yöntemidir, 'salınım kaynağı' olarak da bilinir.
İyi bir balık pulu nasıl kaynak yapılır?
1. Ağırlık merkezi
Kaynak yapmak dövüş sanatları gibidir, ilk yapılması gereken şasenin sağlam olması yani "at adımı"nın sağlam olması değil, ağırlık merkezinin sabit olmaması, sallayarak kaynak yapmak zor olduğu için iyi bir kaynak yapmaktır.
2. Kaynak meşalesi
El sıkışması, tungsten elektrotunun yanması sonucu erimiş havuz oluşmasına neden olabilir, tungsten fenomeni, kaynak kenarı düzgün değil, ölçek boyutu düzgün değil, tabanca kontrolünü stabilize etmek için tabanca el küçük parmağını ve yüzük parmağını kullanabiliriz, ürünle temas seramik nozülün argon ark kaynağıyla da yayılabilir, parçalara dayanabilir ve daha sonra kraterin derinliğine göre tungsten elektrotun uzunluğu muhtemelen 3 ila 5 mm arasında ayarlanabilir.
3. Tel besleme stabilitesi
Tel besleme yöntemi kaynak kanalının büyüklüğüne göre ayarlanır. Oluk küçükse kaynak teli kaynak havuzunun ortasından sürekli olarak beslenebilir. Kaynağın genişliği büyük olduğunda tel besleme yöntemi benimsenir.
“Doğru” “üç doğru”
1. Parametreler
Kaynak parametreleri kaynak kalitesinin anahtarıdır ve doğru kaynak parametrelerinin seçilmesi çok önemlidir. Düz kaynak, dikey kaynak, gerçek istasyona göre, uygun parametreleri ve kaynak malzemesi özelliklerini seçmek için gerçek plaka kalınlığı, kaynak akımı küçük, ark yapmak kolay değil, kaynak akımı büyük, kaynak yapmak kolaydır, erimiş demir bir sonraki yolculukta .
2. Doğru Açı ve konum
Kaynak tabancası açısı, kaynak konumu, kaynak kusurlarının (tungsten, füzyon yok, cüruf) ortaya çıkmasını önlemek için aynı zamanda son kaynak kalıplamasını da etkileyecektir. Genel düz alın kaynak elektrodu salınım yönteminde zikzak, hilal, üçgen, halka ve sekiz şekli bulunur! Dikey köşe kaynağının anahtarı erimiş havuz metalinin nasıl kontrol edileceğidir. Elektrot, erimiş havuz metalinin soğuma durumuna göre ritmik olarak yukarı ve aşağı sallanmalıdır.
3. zaman
Kaynak işleminde arkın başlatılmasından sonra ilk eriyik havuzu göründüğünde arkın hızla yükseltilmesi gerekir. Erimiş havuz anında koyu kırmızı bir noktaya soğutulduğunda ark ark çukuruna indirilir ve düşen damlacık öndeki erimiş havuzla 2/3 oranında örtüşür ve ardından ark kaldırılır. Bu ritmik olarak bir köşe kaynağı oluşturur.
Çubuğu taşıma yöntemi
TIG kaynağı, kaynak havuzunun şeklini ve akışını çok net olarak gözlemleyebilen bir açık ark işlemidir. Anahtar, kaynak yaparken elinizi çok sabit ve sabit tutmaktır!
Kontrol yöntemi: Kaynak plakasını desteklemek için torcu tutan işaret parmağını kullanın. Tungsten elektrotun uzunluğu yarık derinliğine göre seçilebilir, genellikle 3 – 5 mm'dir.
Tel işleme yöntemi
Teli taşıma yöntemi çatlağın boyutuna göre seçilmelidir. Boyut küçük olduğunda, kaynak teli kaynak havuzunun ortasına yerleştirilebilir ve sürekli olarak 'beslenebilir'; Boyut büyük olduğunda, tel iki taraftan azar azar beslenebilir ve kenarın iyice kaynaştığından emin olmak için torç etrafta hareket etmelidir.
Kaynak ipuçları
Güzel bir balık pulu kaynak efektini değerlendirmek için, TIG kaynak boncuğundaki fazla kaynak metali 0 – 2 mm olmalı ve yüzey pürüzsüz olmalıdır. Açı ve kaynak akımı oldukça önemlidir! Çubuk geriye doğru hareket ettirildiğinde genişlik ve kalınlık aynı kalmalı, genellikle dikey kaynaklarda 'V' şeklinde yukarı doğru hareket etmesini sağlıyoruz.
Ayrıca akım son fakat bir o kadar da önemlisi, akım çok küçük olduğunda çubuğun plakaya yapıştırılması kolaydır; ancak surrent çok büyük olduğunda plaka delinecektir. Bu nedenle akım her zaman acemi eller veya birinci sınıf öğrencileri için sıcak bir patatestir. Vasıfsız olduğumuzda bununla nasıl başa çıkacağız? JSKWED, 'basit mod'umuza 3 saniye basarak kaynak yapmanızı kolay ve kolay hale getirir.
TIG Kaynağınız için Hangi Gaza İhtiyacınız Var?
Ne yapmayı planlıyorsanız yapın, TIG kaynağınızın her zaman koruyucu gazla korunması gerekir. Benzin yok ve çok kötü vakit geçireceksin. Ama hangisi en iyi şekilde çalışıyor?
TIG gazları
TIG kaynağı yalnızca inert (asil) gazlarla çalışır. Altı adet inert gaz vardır ancak bunlardan yalnızca ikisi kullanılabilecek kadar ucuzdur: argon ve helyum. Bu, koruyucu gaz seçmenin nispeten basit olduğu anlamına gelir. Saf argon her türlü uygulama için kullanılır: yumuşak çelik, paslanmaz çelik ve alüminyum.
Helyum da kullanılabilir, ancak daha pahalıdır, bu nedenle genellikle daha fazla nüfuz sağlamak için ekstra olarak argona eklenir. Örneğin, gerçekten kalın metal üzerinde kaynak yapıyorsanız ve kaynakçınızın amper aralığının sınırlarına ulaşıyorsanız, Ar/He karışımına geçebilirsiniz. Helyum, daha sıcak yandığı için daha soğuk iklimlerde de yaygındır, bu nedenle kaynak için daha fazla ısı ve nüfuz sağlar.
Yarı inert (aktif) gazlar neden kullanılamaz?
İnert gazların bir kaynağı korumak için kullanıldığında tek bir işlevi vardır: kaynağın korunması. Çevredeki havadan daha yoğundurlar, dolayısıyla kaynağı kirletebilecek her türlü oksijeni veya diğer şeyleri tamamen engelleyebilirler. Kaynak işlemi üzerinde hiçbir etkileri yoktur ve arkta herhangi bir değişiklik olmaz.
Öte yandan CO2 ve oksijen gibi aktif gazların kaynak üzerinde etkisi vardır. Arkın özelliklerini değiştirebilir ve nüfuziyete yardımcı olabilirler, böylece kaynağı korumaktan fazlasını yaparlar.
Aktif gazların karıştırılmasından yararlanan MIG kaynağının aksine, TIG o kadar da bağışlayıcı değildir. CO2 ve oksijen kaynağı doğrudan etkilediği için kötü tepki verir ve eklenen ısı iş parçasında delikler açabilir, ayrıca tungsteni yakabilir. Yalnızca argon gibi inert bir gaz kullanıldığında kaynak ve tungsteniniz uygun şekilde korunacaktır.
Koruyucu gaz koruması
MIG/GMAW kaynağı için koruyucu gazlar
MIG/MAG kaynağı için temel gaz argondur (Ar). Kaynak havuzunun nüfuziyetini ve akışkanlığını arttırmak için helyum (He) eklenebilir. Argon veya argon/helyum karışımları tüm kalitelerin kaynağında kullanılabilir. Bununla birlikte, arkı stabilize etmek, akışkanlığı iyileştirmek ve kaynak birikintisinin kalitesini iyileştirmek için genellikle küçük oksijen (O2) veya karbon dioksit (CO2) ilavelerine ihtiyaç vardır. Paslanmaz çelikler için az miktarda hidrojen (H2) içeren gazlar da mevcuttur.
İlgili Etiketler :
Öncesi ve sonrasıyla on makale
Çevreci kubbe hala enerjik: ABD KUPOLA ENDÜSTRİSİNİN DURUMU
Mol, Thyssenkrup Macaristan'da poliol tesisi kuracak
Paslanmaz Vanaların Paslanma Nedenleri ve Paslanma Önleme Çözümü
Drenaj Vanası Boru Hattı İnşaatına İlişkin Tabular ve Önlemler
Kazan Dövme Vanaları-Hammadde için Teknik Gereksinimler
metal sızdırmazlık kelebek vanasının kriyojenik uygulaması
Kaynakçılar için Emniyetli Çalışma Düzenlemeleri-valf
Schlumberger entegre koltuk teknolojili küresel vanayı tanıtıyor