1. Strukturmerkmale und technische Anforderungen an Kugelhahn Körper
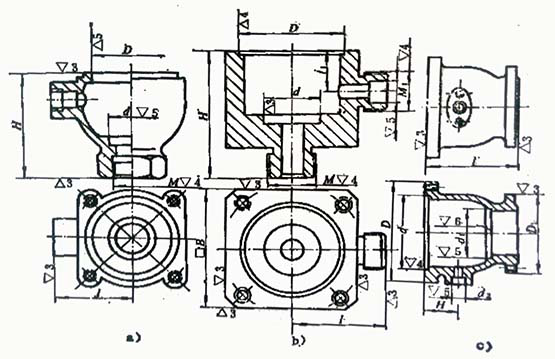
Die meisten Niederdruck- und Mitteldruck-Kugelhähne sind seitlich montierte Kugelhähne, die aus linken und rechten Ventilkörpern bestehen. Die Struktur des linken Ventilkörpers ist einfach und die des rechten Ventilkörpers ist komplex, wie in der folgenden Abbildung dargestellt.
Im inneren Hohlraum des Kugelhahns befinden sich ein hochpräzises eingelegtes Sitzloch und ein Dichtungsloch zur seitlichen Installation der Ventilstange. Der rechte Ventilkörper eines kleinen Kugelhahns ist durch ein Gewinde mit dem linken Ventilkörper oder mit der Rohrleitung verbunden, und der rechte Ventilkörper eines großen und mittelgroßen Kugelhahns ist durch einen Flanschbolzen verbunden.
Die Genauigkeit von Ventilsitzbohrung, Anschlag und Stopfloch beträgt im Allgemeinen Klasse 6 und die Oberflächengüte nicht weniger als ▽ 5. Die Genauigkeit anderer bearbeiteter Oberflächen beträgt Klasse 8 und die Oberflächengüte nicht weniger als ▽ 3. Zwischen Anschlag und Ventilsitzbohrung besteht eine Koaxialitätsanforderung. Die Rechtwinkligkeit der Mittellinie des Bolzenlochs am Flansch zur Endfläche darf nicht größer als 1 ° sein.
Je nach Verwendungszweck des Kugelhahns kann der Ventilkörper aus Grauguss, Kohlenstoffstahl, Edelstahl oder nichtmetallischen Materialien bestehen. Im Allgemeinen werden Gussrohlinge verwendet. Nur einige kleine Ventilkörper aus Stahl bestehen aus Schmiedestücken.
2. Bearbeitungsprozess des rechten Ventilkörpers des Kugelhahns
Die Hauptbearbeitungsfläche des rechten Ventilkörpers ist die rotierende Fläche, sodass sie mit Drehmaschinen hergestellt werden kann. Ventilkörper unter DN150 werden in großen Mengen hergestellt und jeder Hauptprozess ist mit Prozessausrüstung ausgestattet. Die Produktionskapazität großer Ventilkörper ist sehr gering, was durch Markieren bearbeitet werden kann. Die folgende Tabelle zeigt den typischen Prozess eines Ventilkörpers vom Typ III in der mittleren und kleinen Serienproduktion.
Typischer Prozess des rechten Ventilkörpers eines Kugelhahns vom Typ A
| Seriennummer | Prozessinhalte | Standortdatum |
| 1 | Sechskantende, Innenloch und Innengewinde | Flanschaußenfläche |
| 2 | Flanschende, Falz und Ventilsitzloch | Sechskantende und Innengewinde |
| 3 | Seitliches Ende, Innenloch und Innengewinde | Flanschende und Falz |
| 4 | Flanschloch bohren und Gewinde schneiden |
Typischer Prozess des rechten Ventilkörpers eines B-Kugelhahns
| Seriennummer | Prozessinhalte | Standortdatum |
| 1 | Zwei Enden, seitliche Enden und hinteres Ende | |
| 2 | Pleueldrehen, Bohren, Zylindrisch, Leerhub, Anfasen, Außengewinde | hinteres Ende und das andere seitliche Ende |
| 3 | Große Stirnfläche, Bohrung, Innenloch und Ventilsitzbohrung | Außengewinde und Vierkant |
| 4 | Stirnseite, zylindrisch, Leerhub, Anfasen und Außengewinde, Bohren und Falz | Großes Ende und eine Seite |
| 5 | Bohren, Gewindeschneiden |
Typischer Prozess des rechten Ventilkörpers eines C-Kugelhahns
| Seriennummer | Prozessinhalte | Standortdatum |
| 1 | Ende des kleinen Flansches, zylindrisch, Rückseite und Fase | Zylindrisch mit großem Endflansch |
| 2 | Ende des Endflansches, Innenloch, Falz und Sitzloch | Kleines Flanschende und zylindrische |
| 3 | Flanschseite seitlich, Bohrung, Stopfloch | Großes Flanschende und Falz |
| 4 | Flanschmittellinie zeichnen | |
| 5 | Bohren kleiner Flanschschraubenlöcher | |
| 6 | Bohren großer Flanschlöcher und Gewindebohrungen |
Bei der Massenproduktion kann der richtige Ventilkörper auch auf einer automatischen Fertigungsstraße verarbeitet werden.