1. Características estructurales y requisitos técnicos de válvula de bola cuerpo
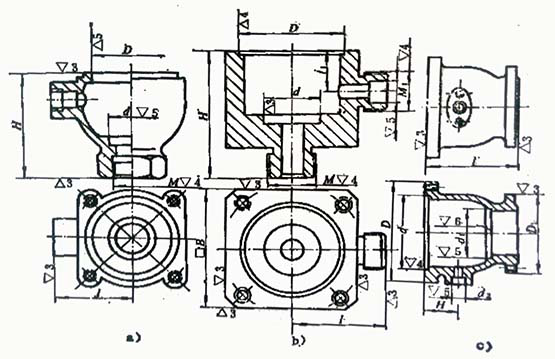
La mayoría de las válvulas de bola de baja presión y de media presión son válvulas de bola de montaje lateral, que se componen de cuerpos de válvula izquierdo y derecho. La estructura del cuerpo de la válvula izquierda es simple y la del cuerpo de la válvula derecha es compleja, como se muestra en la siguiente figura.
En la cavidad interior de la válvula de bola, hay un orificio de asiento con incrustaciones de alta precisión y un orificio de empaque para instalar la varilla de la válvula en el lateral. El cuerpo de válvula derecho de la válvula de bola de tamaño pequeño está conectado con el cuerpo de válvula izquierdo o con la tubería mediante rosca, y el cuerpo de válvula derecho de la válvula de bola de tamaño grande y mediano está conectado mediante un perno de brida.
La precisión del orificio del asiento de la válvula, el tope y el orificio del empaque es generalmente de grado 6 y el acabado no es inferior a ▽ 5. La precisión de otras superficies mecanizadas es de grado 8 y el acabado es de ▽ 3. Existe un requisito de coaxialidad entre el tope y el orificio del asiento de la válvula. La perpendicularidad de la línea central del orificio del perno en la brida hasta la cara del extremo no debe ser mayor que 1°.
Según el uso de la válvula de bola, el cuerpo de la válvula puede estar hecho de hierro fundido gris, acero al carbono, acero inoxidable o materiales no metálicos. Generalmente se utilizan piezas en bruto de fundición. Sólo algunos cuerpos de válvulas de acero de tamaño pequeño adoptan piezas forjadas.
2. Proceso de mecanizado del cuerpo de válvula derecho de la válvula de bola.
La principal superficie de mecanizado del cuerpo de válvula derecho es la superficie giratoria, por lo que puede fabricarse mediante tornos. Los cuerpos de válvulas por debajo de DN150 se producen en grandes cantidades y cada proceso principal está equipado con equipos de proceso. La capacidad de producción de cuerpos de válvulas grandes es muy pequeña y puede procesarse mediante marcado. La siguiente tabla muestra el proceso típico del cuerpo de válvula tipo III en producción de lotes medianos y pequeños.
Proceso típico del cuerpo de válvula derecha de válvula de bola tipo A
| Número de serie | Contenido del proceso | Dato de ubicación |
| 1 | Extremo hexagonal, agujero interior y rosca interior. | Superficie exterior de la brida |
| 2 | Extremo de brida, rebaje y orificio para asiento de válvula | Extremo hexagonal y rosca interna. |
| 3 | Extremo lateral, orificio interior y rosca interior. | Extremo de brida y rebaje |
| 4 | Taladrar el orificio de la brida y el orificio de la rosca roscadora |
Proceso típico del cuerpo de válvula derecho de la válvula de bola B
| Número de serie | Contenido del proceso | Dato de ubicación |
| 1 | Dos extremos, extremos laterales y extremo trasero. | |
| 2 | Torneado de extremo pequeño, taladrado, cilíndrico, carrera en vacío, biselado, rosca exterior | extremo trasero y el otro extremo lateral |
| 3 | Cara frontal grande, perforación, orificio interior y orificio para asiento de válvula | Rosca exterior y extremo cuadrado. |
| 4 | Extremo lateral, cilíndrico, carrera en vacío, biselado y rosca exterior, taladrado y rebajo | Extremo grande y un lado. |
| 5 | Perforación, roscado |
Proceso típico del cuerpo de válvula derecho de la válvula de bola C
| Número de serie | Contenido del proceso | Dato de ubicación |
| 1 | Extremo de brida de extremo pequeño, cilíndrico, posterior y biselado | Cilíndrico de brida de extremo grande |
| 2 | Extremo de brida final, orificio interior, rebaje y orificio de asiento | Extremo de brida pequeña y cilíndrico. |
| 3 | Extremo de brida lateral, perforación, orificio de empaquetadura | Extremo de brida grande y rebaje |
| 4 | Dibujar la línea central de la brida | |
| 5 | Perforación de pequeños orificios para pernos de brida | |
| 6 | Perforación de orificios grandes para bridas y orificios roscados |
En la producción en masa, el cuerpo de válvula correcto también se puede procesar mediante una línea automática.










