1. Caractéristiques de la structure et exigences techniques de vanne à bille corps
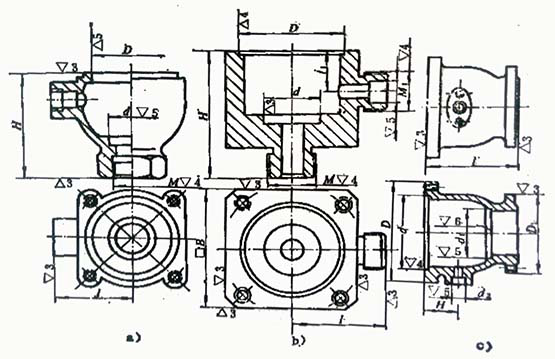
La plupart des robinets à tournant sphérique basse pression et des robinets à tournant sphérique moyenne pression sont des robinets à tournant sphérique montés sur le côté, composés de corps de vanne gauche et droit. La structure du corps de vanne gauche est simple et celle du corps de vanne droit est complexe, comme le montre la figure ci-dessous.
Dans la cavité intérieure du robinet à tournant sphérique, il y a un trou de siège incrusté de haute précision et un trou de garniture pour installer la tige de vanne sur le côté. Le corps de vanne droit du robinet à tournant sphérique de petite taille est relié au corps de vanne gauche ou au pipeline par filetage, et le corps de vanne droit du robinet à tournant sphérique de grande et moyenne taille est relié par un boulon à bride.
La précision du trou du siège de soupape, de la butée et du trou de garniture est généralement de niveau 6 et la finition n'est pas inférieure à ▽ 5. La précision des autres surfaces usinées est de niveau 8 et la finition est de ▽ 3. Il existe une exigence de coaxialité entre la butée et le trou du siège de soupape. La perpendiculaire de l'axe du trou de boulon sur la bride par rapport à la face d'extrémité ne doit pas être supérieure à 1°.
Selon l'utilisation du robinet à tournant sphérique, le corps du robinet peut être en fonte grise, en acier au carbone, en acier inoxydable ou en matériaux non métalliques. Généralement, des ébauches de coulée sont utilisées. Seuls certains corps de vanne en acier de petite taille adoptent des pièces forgées.
2. Processus d'usinage du corps de vanne droit du robinet à tournant sphérique
La surface d'usinage principale du corps de vanne droit est la surface rotative, elle peut donc être fabriquée par des tours. Les corps de vanne inférieurs à DN150 sont produits en grandes quantités et chaque processus principal est équipé d'un équipement de processus. La capacité de production de grands corps de vanne est très faible et peut être traitée par marquage. Le tableau suivant montre le processus typique du corps de vanne de type III dans la production de lots moyens et petits.
Processus typique du corps de vanne droit du robinet à tournant sphérique de type A
| Numéro de série | Contenu du processus | Données de localisation |
| 1 | Extrémité hexagonale, trou intérieur et filetage intérieur | Surface extérieure de la bride |
| 2 | Extrémité de bride, feuillure et trou de siège de soupape | Extrémité hexagonale et filetage interne |
| 3 | Extrémité latérale, trou intérieur et filetage intérieur | Extrémité de bride et feuillure |
| 4 | Trou de bride de perçage et trou de filetage de taraudage |
Processus typique du corps de vanne droit du robinet à bille B
| Numéro de série | Contenu du processus | Données de localisation |
| 1 | Deux extrémités, extrémités latérales et arrière | |
| 2 | Embout de tournage, perçage, cylindrique, course à vide, chanfreinage, filetage extérieur | l'arrière et l'autre côté |
| 3 | Grande face d'extrémité, perçage, trou intérieur et trou de siège de soupape | Filetage extérieur et extrémité carrée |
| 4 | Côté latéral, cylindrique, course folle, chanfreinage et filetage extérieur, perçage et feuillure | Grande extrémité et un côté |
| 5 | Perçage, taraudage |
Processus typique du corps de vanne droit du robinet à bille en C
| Numéro de série | Contenu du processus | Données de localisation |
| 1 | Extrémité de petite bride d'extrémité, cylindrique, arrière et chanfrein | Cylindrique de grande bride d'extrémité |
| 2 | Bride d'extrémité, trou intérieur, feuillure et trou de siège | Embout à petite bride et cylindrique |
| 3 | Extrémité de bride du côté, perçage, trou de garniture | Grande extrémité de bride et feuillure |
| 4 | Dessiner la ligne centrale de la bride | |
| 5 | Perçage de petits trous de boulons de bride | |
| 6 | Perçage de grands trous de bride et de trous de taraudage |
En production de masse, le corps de vanne approprié peut également être traité par une ligne automatique.










