1. Характеристики конструкции и технические требования шаровой клапан тело
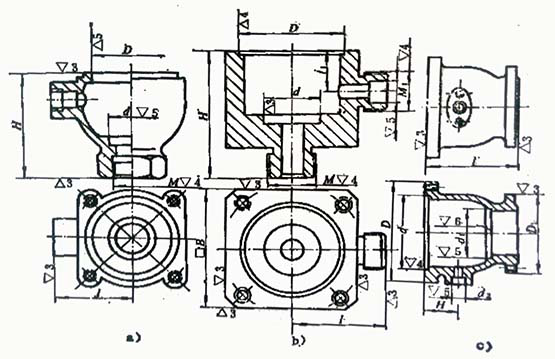
Большинство шаровых кранов низкого давления и шаровых кранов среднего давления представляют собой шаровые краны бокового монтажа, которые состоят из левого и правого корпусов клапанов. Структура корпуса левого клапана проста, а корпуса правого клапана сложна, как показано на рисунке ниже.
Во внутренней полости шарового крана имеется высокоточное инкрустированное седло и отверстие для уплотнения для боковой установки стержня клапана. Правый корпус шарового крана малого размера соединяется с корпусом левого клапана или с трубопроводом резьбой, а корпус правого шарового крана большого и среднего размера соединяется фланцевым болтом.
Точность отверстия седла клапана, упора и отверстия для уплотнения обычно соответствует классу 6, а качество отделки не менее ▽ 5. Точность других обработанных поверхностей соответствует классу 8, а качество отделки составляет ▽ 3. Между упором существует требование соосности. и отверстие седла клапана. Перпендикулярность осевой линии болтового отверстия на фланце к торцу не должна быть более 1°.
В зависимости от использования шарового крана корпус клапана может быть изготовлен из серого чугуна, углеродистой стали, нержавеющей стали или неметаллических материалов. Обычно используются литейные заготовки. Лишь в некоторых стальных корпусах клапанов небольшого размера используются поковки.
2. Процесс обработки правого корпуса шарового крана.
Основной обрабатываемой поверхностью правого корпуса клапана является вращающаяся поверхность, поэтому ее можно изготавливать на токарных станках. Корпуса клапанов ниже DN150 производятся в больших количествах, и каждый основной процесс оснащен технологическим оборудованием. Производственная мощность большого корпуса клапана очень мала, поэтому его можно обработать путем маркировки. В следующей таблице показан типичный процесс изготовления корпуса клапана типа III при средне- и мелкосерийном производстве.
Типичный процесс изготовления правого корпуса шарового крана типа А
| Серийный номер | Содержание процесса | База местоположения |
| 1 | Шестигранный конец, внутреннее отверстие и внутренняя резьба | Внешняя поверхность фланца |
| 2 | Конец фланца, шпунт и отверстие седла клапана | Шестигранный конец и внутренняя резьба |
| 3 | Боковой конец, внутреннее отверстие и внутренняя резьба | Конец фланца и шпунт |
| 4 | Сверление фланцевого отверстия и нарезание резьбового отверстия |
Типичный процесс правого корпуса клапана B-шарового крана
| Серийный номер | Содержание процесса | База местоположения |
| 1 | Два конца, боковые концы и задний конец | |
| 2 | Токарная обработка малого конца, сверление, цилиндрическая, холостой ход, снятие фаски, наружная резьба | задний конец и другой боковой конец |
| 3 | Большая торцевая поверхность, сверление, внутреннее отверстие и отверстие седла клапана | Внешняя резьба и квадратный конец |
| 4 | Боковой конец, цилиндрический, холостой ход, снятие фаски и наружная резьба, сверление и паз | Большой конец и одна сторона |
| 5 | Сверление, нарезание резьбы |
Типичный процесс правого корпуса клапана С-образного шарового крана
| Серийный номер | Содержание процесса | База местоположения |
| 1 | Конец малого торцевого фланца, цилиндрический, задняя часть и фаска | Цилиндрический с большим торцевым фланцем |
| 2 | Конец торцевого фланца, внутреннее отверстие, шпунт и отверстие седла | Маленький фланцевый конец и цилиндрический |
| 3 | Сторона с фланцем, сверление, уплотнительное отверстие | Большой конец фланца и шпунт |
| 4 | Нарисуйте центральную линию фланца | |
| 5 | Сверление небольших отверстий под фланцевые болты | |
| 6 | Сверление больших фланцевых отверстий и резьбовых отверстий |
При массовом производстве правый корпус клапана также может быть обработан на автоматической линии.










