1. Yapı özellikleri ve teknik gereksinimler küresel vana vücut
Düşük basınçlı küresel vanalar ve orta basınçlı küresel vanaların çoğu, sol ve sağ vana gövdelerinden oluşan yana monteli küresel vanalardır. Aşağıdaki şekilde gösterildiği gibi, sol valf gövdesinin yapısı basit, sağ valf gövdesi ise karmaşıktır.
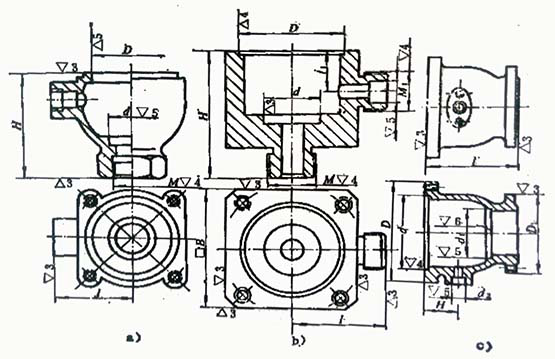
Küresel vananın iç boşluğunda, yüksek hassasiyetli bir yuva deliği ve yan tarafta vana çubuğunun takılması için bir salmastra deliği bulunmaktadır. Küçük boyutlu küresel vananın sağ valf gövdesi, sol valf gövdesine veya boru hattına diş ile bağlanır ve büyük ve orta boyutlu küresel vananın sağ valf gövdesi, flanş cıvatasıyla bağlanır.
Valf yuvası deliği, durdurucu ve salmastra deliğinin doğruluğu genellikle 6. derecedir ve bitiş ▽ 5'ten az değildir. İşlenen diğer yüzeylerin doğruluğu 8. derecedir ve bitiş ▽ 3'tür. Durdurma arasında eş eksenlilik gereksinimi vardır. ve valf yuvası deliği. Flanştaki cıvata deliği merkez hattının uç yüze dikliği 1°'den büyük olmayacaktır.
Küresel vana kullanımına göre vana gövdesi gri döküm, karbon çeliği, paslanmaz çelik veya metalik olmayan malzemelerden yapılabilir. Genellikle döküm boşlukları kullanılır. Yalnızca bazı küçük boyutlu çelik valf gövdeleri dövme kullanır.
2. Küresel vananın sağ vana gövdesinin işleme süreci
Sağ valf gövdesinin ana işleme yüzeyi dönen yüzey olduğundan torna tezgahlarıyla üretilebilir. DN150'nin altındaki vana gövdeleri büyük miktarlarda üretilmekte olup, her ana proses proses ekipmanlarıyla donatılmıştır. Büyük valf gövdesinin üretim kapasitesi çok küçüktür ve markalanarak işlenebilmektedir. Aşağıdaki tablo, orta ve küçük parti üretiminde tip III valf gövdesinin tipik sürecini göstermektedir.
A tipi küresel vana sağ vana gövdesinin tipik süreci
| Seri numarası | İçeriği işle | Konum verisi |
| 1 | Altıgen uç, iç delik ve iç diş | Flanş dış yüzeyi |
| 2 | Flanş ucu, oluk ve valf yuvası deliği | Altıgen uç ve iç dişli |
| 3 | Yan uç, iç delik ve iç diş | Flanş ucu ve tavşan |
| 4 | Flanş deliği delme ve diş deliğine kılavuz çekme |
B-küresel vananın sağ vana gövdesinin tipik süreci
| Seri numarası | İçeriği işle | Konum verisi |
| 1 | İki uç, yan uçlar ve arka uç | |
| 2 | Küçük ucun tornalanması, delme, silindirik, rölanti stroku, pah kırma, dıştan dişli | arka uç ve diğer yan uç |
| 3 | Büyük uç yüz, delme, iç delik ve valf yuvası deliği | Dış dişli ve kare uç |
| 4 | Yan uç, silindirik, rölanti stroku, pah kırma ve dış dişli, delme ve oluk | Büyük uç ve bir taraf |
| 5 | Delme, kılavuz çekme |
C-küresel vananın sağ vana gövdesinin tipik süreci
| Seri numarası | İçeriği işle | Konum verisi |
| 1 | Küçük uç flanşının sonu, silindirik, arka ve pahlı | Büyük uç flanşının silindirik |
| 2 | Uç flanşının sonu, iç delik, oluk ve koltuk deliği | Küçük flanş ucu ve silindirik |
| 3 | Yan tarafın flanş ucu, delme, paketleme deliği | Büyük flanş ucu ve tavşan |
| 4 | Flanş merkez çizgisini çizin | |
| 5 | Küçük flanş cıvata deliklerinin delinmesi | |
| 6 | Büyük flanş deliklerinin ve kılavuz deliklerinin delinmesi |
Seri üretimde doğru valf gövdesi otomatik hat ile de işlenebilmektedir.










