Oil and gas operations ranging from refining to distribution, are significantly reliant on pipeline systems. Infrastructure and trustworthy control systems are therefore crucial in the business. In this scenario, oil and gas valves are essential to ensure the safety of the industrial operations of pipelines.
This post will focus on explaining different types of industrial valves, their mechanism, their application in the oil and gas industry as well as API and ASME standards for oil and gas valves.
What are Valves in Oil and Gas?
A valve is a device used to regulate the flow of oil and gas. Opening or closing an aperture controls the amount of liquids and gases allowed through pipes. The valve controls the flow of fluids by stopping and starting, adjusting the amounts, controlling the direction, regulating pressure, or relieving pressure.
Types of Valves Used in the Oil and Gas Industry
1. Ball Valves
Ball valves are available in various materials and sizes. They are used for the broadest spectrum of isolation applications and are available in full flow and full through conduits.
Advantages: low-pressure drop, quick-acting, straight through flow in either direction, easily actuated, bubble tight shut off & operating torque.
Disadvantages: long “relative” face to face dimension and temperature limitations on seating material.
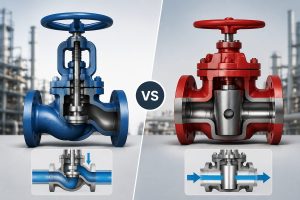
2. Gate Valves
The function of the gate valve is to start or stop a flow when a straight-line flow of fluid and minimum flow restriction is needed.
During use, gate valves are kept either fully open or fully closed. The disc of the gate is completely removed when turned open, allowing contents to pass through.
Advantages: a straight-through flow of fluid in either direction, low-pressure drop.
Disadvantages: slow-acting, takes a lot of space. Not drip tight shut off.
3. Globe Valves
If you want to stop the flow of air, you can close the globe valve using a plug-like piston. When the actuator is turned, the linear valve opens and closes. It is possible to open this valve to a variety of levels due to the threading on the stem. The popularity of this sort of valve in the petrochemical industry can be traced back to this very fact. Depending on how much throttling is required, the opening size can be reduced.
4. Check Valves
Gas refineries find check valves extremely helpful as the device opens under pressure and does not allow backflow of fluid or material. Because of the restricted backflow, cross-contamination of the product is prevented. That is, different materials can use the same pipeline. There is no need for an actuator as required in other valve types. However, it does need precise installation to ensure the response to fluid pressure occurs as required.
5. Plug Valves
A plug valve is also a linear valve but it has a wider piston than a globe valve. While it may not be ideal for throttling, it can hold its own in high pressure or a high-temperature pipeline. The wider surface area of the plug provides enough room for the pressure to be distributed and dissipated along the plug while maintaining fluid flow control.
6. Butterfly Valves
A butterfly valve makes up for a lot of what a gate valve lacks in terms of performance. Open channels allow media to flow freely, even if they contain solid particles. Since the stem at the base of a butterfly valve holds its disc in place, it can be used in high-pressure pipelines. Its low-torque operation is also a result of these design attributes.
7. Control Valves
Control valves are valves that provide process control over flow rate, pressure, and temperature in the oil and gas industry. They work by varying the size of the flow passage way as directed by either a hydraulic, pneumatic, or electrical signal sent from a controller. The automatic operation of these valves gives them the ability to be operated remotely, rather than having an operator constantly monitoring and adjusting.
Case of ZECO Oil and Gas Valves


Sudan National Strategic Oil Tank